一、啤酒生产原料与工艺流程
1.水
水是啤酒酿造最重要的原料,酿造水被称之为“啤酒的血液”。世界著名啤酒的特色都是由各自的酿造用水所决定的,酿造水质不仅决定着产品的质量和风味,而且还直接影响着酿造的全过程。因此,正确地认识和合理地处理酿造用水在啤酒生产中具有极为重要的意义。
2.麦芽
一般情况下,我们可以从麦芽的外观、色泽和香味等方面综合进行鉴定。
3.酒花
酒花,学名蛇麻(Humulus Lupulus L),又名忽布(Hop)。在植物学上属于荨麻目大麻科葎草属,系多年生攀援草本植物,一般可连续高产20年左右。雌雄异株,啤酒酿造中使用的酒花是未受精的雌花。雌花花体为绿色或黄绿色,呈松果状。
酒花是啤酒酿造中不可缺的最重要的添加物质,它有以下几方面的作用:赋予啤酒爽口的苦味和愉快的香味;增加麦汁和啤酒的防腐能力;增加啤酒的泡持性;酒花与麦汁共同煮沸,能促进蛋白质凝固,有利于麦汁的澄清,有利于啤酒的非生物稳定性。
4.酵母
酵母属兼性微生物,在供氧和缺氧的条件下都能生存。酵母接种后,开始在麦汁充氧的条件下,恢复其生理活性。然后以麦汁中的氨基酸为主要氮源和以可发酵性糖为主要碳源,进行有氧呼吸,并从中获取能量而生长繁殖,同时产生一系列代谢副产物,麦汁中的氧被耗尽后,酵母即在无氧的条件下进行酒精发酵。上面酵母和下面酵母。
5.辅料
世界上绝大多数国家生产啤酒均使辅料,唯独德国除外,德国严格遵循其1516年制定的《啤酒纯净酿造法》,啤酒酿造只允许使用水、麦芽、酒花和酵母四种原料,不允许添加辅料。不过,最近随着荷兰喜力啤酒与德国啤酒的合作成功,其政策也有所松动。
辅料主要指未发芽的谷类、糖类及糖浆等。使用辅料的目的,主要是出于经济方面的考虑,以降低成本。在中国主要使用大米和淀粉糖浆作为辅料,大约用量为总原料的30%左右。
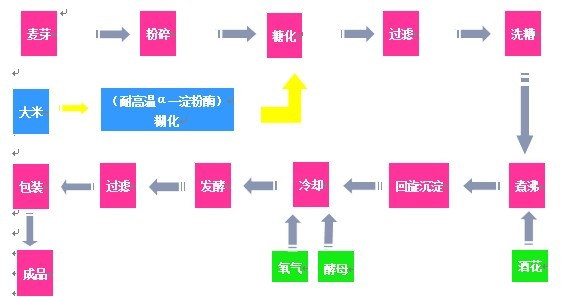
6.生产工艺流程
. 
二、原料粉碎
麦芽和谷物原料(大米、玉米、大麦等)经过粉碎后才能很好地溶解,并且粉碎质量对于糖化过程中物质的生化变化、麦汁组成、麦汁过滤和原料的利用率,都有重要的作用。
粉碎设备采用对辊粉碎机,粉碎方法为回潮增湿粉碎。辊式粉碎机粉采用光面或带齿纹的铸铁辊筒,以相同或不相同的速度相向转动,麦芽在挤压力和摩擦力的作用下,被辊子压碎,胚乳从麦皮中辗出。
麦芽粉碎总的原则是皮破而不碎。即通过磨辊后的粉碎物不应含有未破碎的麦芽粒,但也不能粉碎得太细,以免使麦皮破碎和细粉的比例过高。从麦皮作为过滤介质来说,麦芽也不应粉得过细。
三、糖化
1.糖化概念
利用麦芽所含的各种水解酶(或外加酶制剂),在适宜的条件(温度、pH值、时间)下,将麦芽和麦芽辅料中的不溶性高分子物质逐步分解为可溶性低分子物质,这个分解过程称为糖化。广义的讲,糖化指整个麦汁制备过程。狭义的讲,糖化是指55℃—78℃温度段麦芽和辅料中淀粉在酶的作用下分解变糖的过程。
浸出物(麦汁)主要由各种发酵性的糖类(麦芽糖、麦芽三糖、葡萄糖),非发酵性的糊精、蛋白质、麦胶物质和矿物质组成。
2.糖化程度的检验方法——碘检
一般用0.02mol/L的碘液(碘和碘化钾的酒精溶液)检验淀粉分解是否彻底。具体操作为:将少许醪液滴在白瓷板上,然后滴入一滴碘液,观看是否呈显色反应。需要注意的是,必须将碘检醪液样品冷却,因为在热醪液中,碘液与淀粉及大分子糊精不会呈现显色反应。
3.糖化工艺流程(全麦芽,不加辅料,按德国纯净法生产——升温浸出法)
45℃(下料)—→ 52℃(30′蛋白休止)—→ 65℃(70′结束时进行碘检)—→72℃(10′)—→78(10′)—→过滤
4.糖化过程中主要的酶
(1)主要的淀粉酶
α-淀粉酶将长链淀粉分解成低分子量的糊精,其最佳作用温度为72~75℃,失活温度为80℃,最佳pH值为5.6~5.8;
β-淀粉酶从淀粉链的末端分解,形成麦芽糖、麦芽三糖和葡萄糖,其最佳作用温度为60~65℃,失活温度70℃,最佳pH值为5.4~5.5。
四、麦汁过滤与洗糟
1.过滤目的与方法
(1)糖化过程结束后,麦芽和辅料中高分子物质的分解已基本完成,应迅速将糖化醪液中已溶解的水溶性物质和非水溶性物质分离,以得到澄清的麦汁和较高的浸出物收得率。
(2)方法采用依靠液柱静压力的过滤槽法,其过程可以分为如下两个阶段:
原麦汁过滤:以麦糟为滤层,将糖化醪液进行过滤,得到的麦汁称为第一麦汁;
麦糟的洗涤:用热水将麦糟中吸附的可溶性浸出物洗出,得到的麦汁称为第二麦汁。
2.过滤步骤
过滤槽的过滤过程分以下几个步骤:顶热水;进醪;静置;浑浊麦汁回流;第一麦汁
过滤;洗糟;排糟等。
(1)顶热水
在糖化醪泵入过滤槽前,要进行检查。首先将过滤筛板铺好压紧,清洗干净(把风档关上),检查耕刀是否处于正常位置。与过滤槽相连接管路阀门是否处于关闭或开启状态。然后从底部顶入78℃的热水至浸没过滤板为宜,以排出滤板和槽底之间的空气,以免影响过滤速度,同时也起到预热筛板和过滤槽,并承托醪液的作用。
(2)进醪
将糖化醪液边搅拌,边快速泵入过滤槽内,利用耕糟机翻拌使其均匀分布。否则会导致浸出物溶出不均匀,使浸出率下降。在泵醪期间,糖化锅中的搅拌器要不断运动以保证得到均匀的醪液。糖化醪经搅拌器搅拌,在8~12min内将其从糖化锅泵入过滤槽。糖化醪排出速度一般不超过2~4m/s,最好使用变频调速醪液泵,泵醪速度应前期慢,等醪液在过滤槽中有一定的高度后再全速泵入。
(3)静置
醪液泵入后,麦糟沉降形成30~40cm厚的麦糟层。采用湿法粉碎时糟层达60~70cm,第一麦汁聚集在糟层上。静置过程是必不可少的,因为需要麦糟作为麦汁过滤的天然过滤介质。这个过程称为过滤静置。静置时间大约10~20min。静置结束后麦糟分为三层:底层(由粗粒和重粒组成,部分还含有淀粉)、主层(最厚的层次,由麦糟组成)和上层(由醪液的最轻颗粒组成,很薄,主要是蛋白质和小块麦皮)。
(4)麦汁回流
麦汁回流的目的是,防止浑浊麦汁进入煮沸锅,造成碘值升高,蛋白质絮凝不好,麦汁组成不合理,影响发酵。
(5)第一麦汁过滤
第一麦汁的过滤时间一般为75~105min。过滤20min后,使用附温糖度计测量糖度并记录。
(6)洗糟
第一麦汁过滤接近终了时,在麦糟中仍滞留有浸出物,为了提高经济效益,应将其彻底洗出,这个过程称为洗糟。洗糟所用的水称洗糟用水。洗糟结束时流出的含有浸出物的水称为洗糟残液。洗糟用水一般为76~78℃,最高不超过80℃。温度过低,残糖不容易洗干争,也容易染菌。温度过高,会使α一淀粉酶很快失活,这对提高原料利用率不利,还会使没有糊化的淀粉颗粒进一步吸水膨胀,粘度提高,影响过滤,也会增加麦汁的氧化作用,增加色度。
(7)排糟
当洗糟麦汁浓度达到工艺规定值时,停止洗糟,打开排污阀,将麦糟中残液控干。后拉开风挡,打开麦糟排出口,开动耕糟机并脱下排糟刮板进行排糟。排完糟后,清洗耕糟机及筛板,备用。
五、麦汁煮沸
1.煮沸及目的
根据工艺要求,糖化过滤后的麦汁需要进行1~2小时的煮沸,并在煮沸过程中添加一定数量的酒花。通过煮沸可以将酒花中的苦味和香味物质溶解到麦汁中,以赋予啤酒爽口的苦味和愉快的香味。煮沸后的麦汁称为定型麦汁。
麦汁煮沸过程中的变化有:(1)酒花苦味物质的溶解和转化;(2)可凝固性蛋白质—多酚复合物的形成和分离;(3)蒸发多余水分,使麦汁达到规定的浓度;(4)对麦汁进行灭菌;(5)彻底破坏酶活性,固定麦汁成分;(6)麦汁色度上升;(7)麦汁酸度增加;(8)形成还原性物质;(9)麦汁中二甲基硫(DMS)含量的变化
2.酒花的添加
(1)酒花添加的次数和时间
一般采用三次添加酒花的方法。初沸10分钟后添加第一次,20~30分钟后添加第二次,煮沸结束前10分钟添加第三次。
(2)麦汁回旋沉淀
麦汁煮沸结束后,应尽快将麦汁中的热凝固物进行有效的分离,以获得澄清的麦汁。啤酒厂大多使用回旋涡沉淀槽。麦汁在旋涡沉淀槽中一般要静置20~40分钟,但不得少于20分钟。旋涡沉淀槽是立式柱形槽,麦汁沿切线方向泵入,形成旋转流动,并使热凝固物以锥丘状沉降于槽底中央,清亮麦汁从侧面麦汁出口排出。
六、冷却、充氧与接种
1.冷却
由于酵母只能在低温下发酵,所以热麦汁必须冷却到工艺要求的发酵温度,才能进行接种。利用板式换热器可以使麦汁迅速冷却到酵母的接种温度,长时间的缓慢冷却会增加啤酒中有害微生物繁殖的机会。因此,快速冷却非常重要。啤酒厂最常用的麦汁冷却器是板式换热器,它的换热效率很高,在实际生产中已经得到普遍应用。一台板式换热器一般有5—8段或组换热,就可达到良好的换热效果。
2.充氧
我们知道,发酵需要大量的酵母,而酵母繁殖需要氧气,以利于酵母增殖并同时进入发酵阶段。为此,我们必须给酵母提供足够的氧气(以空气形式)。若延缓充氧,则不利于酵母的增殖和发酵速度的正常进行。
在啤酒酿造过程中,麦汁通风是唯一一次给酵母提供氧气的机会。酵母可在几小时之内消耗掉提供的氧气,对麦汁质量无损害。
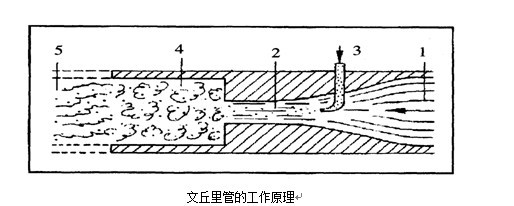
通风装置一般都安装在板式换热器冷麦汁的出口。压缩空气减压后,经空气流量计和除菌空气过滤器后进入麦汁充氧器(文丘里管),使麦汁与空气充分混合,然后进入发酵罐。
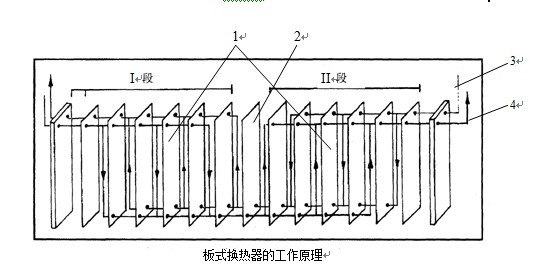
I段 介质按同一流向与冷媒进行热交换
II段 介质流向与I段相反,并与冷媒进行热水交换
1-换热片 2-倒向板 3-介质 4-冷媒
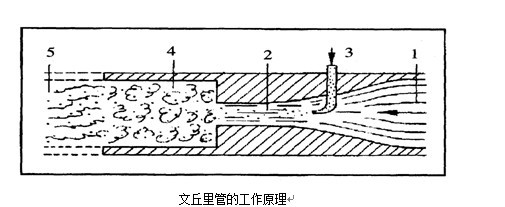

文丘里管的工作原理 1-分层流体 2-管径紧缩段,借此提高流速 3-无菌空气喷嘴 4-涡流流体 5-视镜 |
要使麦汁中的溶解氧达到8~9mg/L,必须使用大量的空气。理论上每百升麦汁约需3L空气,实际生产需要10倍的量。
(3)接种
酵母接种量一般为1.5~1.8×107个/mL麦汁,即约0.6~0.8L浓酵母泥/hL麦汁。酵母添加量因酵母活性、麦汁浓度和发酵温度的不同而有所差异。总之,酵母量添加应以能迅速起发为度,过多过少均不宜。添加过少,起发慢,酵母增殖的时间变长,容易引起染菌和发酵时间延长;添加过量,则影响啤酒口味(酵母味、口味),并引起酵母退化和自溶。在正常的酵母活性情况下,麦汁浓度愈高,发酵温度愈低,则接种量相对愈高。为保证麦汁顺利起发,接种酵母浓度不应低于0.8~1.0×107个/mL麦汁。
七、发酵控制
1.发酵机理
酵母属兼性微生物,在供氧和缺氧的条件下都能生存。酵母接种后,开始在麦汁充氧的条件下,恢复其生理活性。然后以麦汁中的氨基酸为主要氮源和以可发酵性糖为主要碳源,进行有氧呼吸,并从中获取能量而生长繁殖,同时产生一系列代谢副产物,麦汁中的氧被耗尽后,酵母即在无氧的条件下进行酒精发酵。
啤酒发酵是一个复杂的生化和物质转化过程,酵母的主要代谢产物是乙醇和二氧化碳,但同时也形成一系列发酵副产物,如醇类、醛类、酸类、酯类、酮类和硫化物等物质。这些发酵产物决定了啤酒的风味、泡沫、色泽和稳定性等各项理化性能,同时也赋予了啤酒典型的特色。
酵母生命活动所需要的能量,可通过两方面获得:
(1) EMP—TCA循环
(2) EMP—丙酮酸—酒精途径
2.发酵工艺(采用露天锥形发酵罐)
主发酵在18~20℃下进行,温度升至20℃进行双乙酰的后熟阶段,时间为5天,结束以后降温至0—1℃进行贮酒。
低温发酵—低温后熟工艺
(1)封罐
糖度降至3.8—4.2°P时,开始封罐,压力上升后保持罐压0.15MPa,温度上升至20℃后保持并计时4—5天,还原双乙酰。
(2)降温至5℃,停留一天,再降温至0℃。20℃—5℃阶段,以0.3℃/h速率降温,5℃—0℃阶段,以0.1℃/h速率降温。
八、啤酒过滤
九、啤酒包装
